안전한 산업용 모터
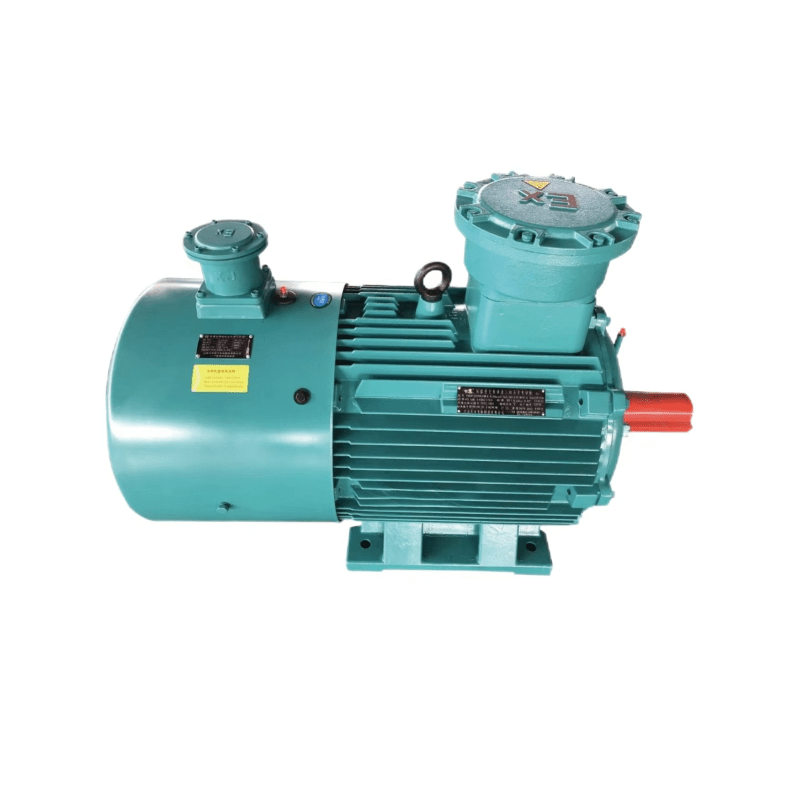
안전한 산업용 모터는 현대 제조 환경에서 엔지니어링 뛰어난 성능의 정점으로, 혹독한 조건에서도 신뢰성 있게 작동하도록 설계되며 작업자 안전과 운영 효율성을 최우선으로 고려한다. 이러한 정교한 장치들은 수많은 산업 공정의 핵심 역할을 하며, 전기 에너지를 매우 정밀하고 안전한 기준에 따라 기계적 동력으로 변환한다. 안전한 산업용 모터는 운전 중인 파라미터를 지속적으로 모니터링하는 첨단 보호 시스템을 포함하여 위험한 상황이 발생할 경우 즉각적인 정지 기능을 보장한다. 강화된 외함과 폭발 방지 구조로 제작된 이 모터들은 일반 장비가 상당한 위험을 초래할 수 있는 환경에서도 탁월한 성능을 발휘한다. 안전한 산업용 모터의 주요 기능은 단순한 동력 변환을 넘어서 포괄적인 모니터링, 자동 오류 감지 및 산업 제어 시스템과의 원활한 통합을 포함한다. 이러한 모터는 특정 생산 요구사항에 따라 성능 파라미터를 조정할 수 있도록 변수 속도 제어 장치를 갖추고 있다. 지능형 냉각 메커니즘을 통해 과열을 방지하는 온도 조절 시스템과 중부하 조건에서도 부드러운 운전을 보장하는 진동 저감 기술 또한 특징이다. 기술적 요소로는 전기적 고장, 기계적 결함 및 환경적 위험에 대비한 다중 보호 계층을 제공하는 중복 안전 회로가 포함된다. 첨단 센서 네트워크는 모터 성능 데이터를 지속적으로 수집하여 예기치 못한 가동 중단을 최소화하는 예지 정비 전략을 가능하게 한다. 안전한 산업용 모터는 화학 공정 플랜트, 석유 정제소, 제약 제조 시설, 식품 가공 공정 및 광산 설치 등 다양한 분야에 적용된다. 화학 환경에서는 부식성 물질에 저항하면서도 운전 무결성을 유지하며, 제조 어셈블리 라인은 정밀한 속도 제어와 일관된 토크 전달로부터 이점을 얻는다. 항공우주 산업은 고장이 용납되지 않는 중요한 응용 분야에서 안전한 산업용 모터에 의존하며, 자동차 제조업체는 로봇 시스템 및 컨베이어 운전에 이를 활용한다.