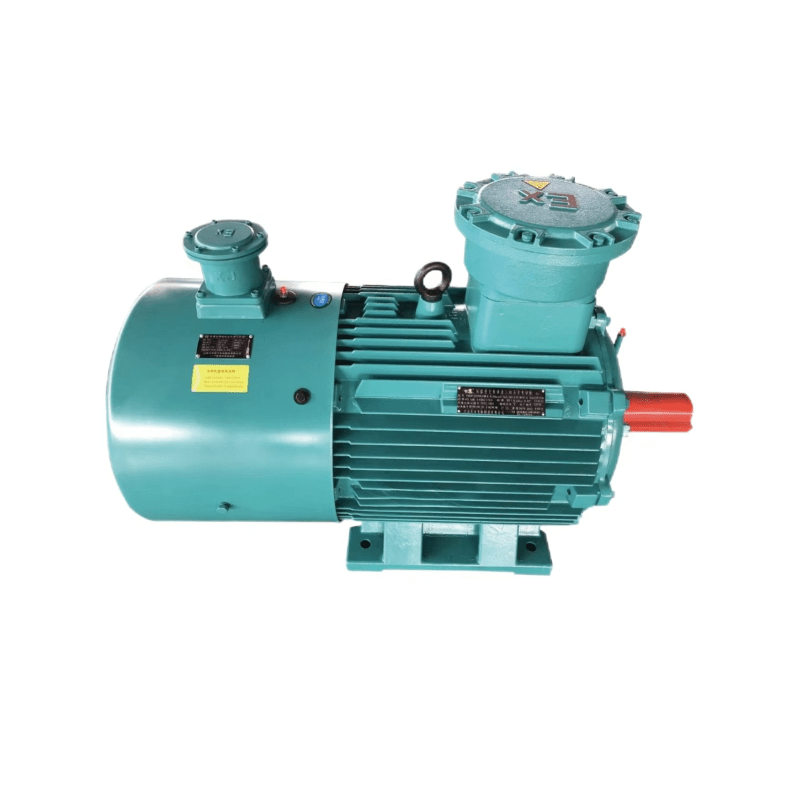
motor industrial de calidad
Un motor industrial de calidad representa la columna vertebral de las operaciones modernas de fabricación, ofreciendo una conversión de energía confiable que transforma la energía eléctrica en fuerza mecánica con eficiencia excepcional. Estas máquinas sofisticadas actúan como la fuerza impulsora detrás de innumerables aplicaciones industriales, desde líneas de ensamblaje hasta equipos pesados de procesamiento. El motor industrial de calidad se distingue por su construcción robusta, diseñada para soportar condiciones de funcionamiento adversas manteniendo un rendimiento constante durante largos períodos. La funcionalidad principal se basa en principios electromagnéticos, donde bobinados cuidadosamente diseñados y campos magnéticos generan movimiento rotacional con control preciso. Los sistemas avanzados de motores industriales de calidad incorporan mecanismos de control sofisticados que permiten a los operadores ajustar la velocidad, el par y los parámetros direccionales según requisitos operativos específicos. La arquitectura tecnológica incluye materiales de alta calidad, como aislamientos resistentes a altas temperaturas, rodamientos de precisión e innovados sistemas de refrigeración que evitan el sobrecalentamiento durante el funcionamiento continuo. Los diseños modernos de motores industriales de calidad integran capacidades inteligentes de monitoreo, posibilitando el seguimiento en tiempo real del rendimiento y la programación predictiva de mantenimiento. Estos motores tienen amplias aplicaciones en diversas industrias, incluyendo la fabricación automotriz, el procesamiento de alimentos, la producción farmacéutica, las operaciones mineras y las instalaciones de procesamiento químico. La versatilidad de un motor industrial de calidad abarca varias configuraciones, incluyendo motores de inducción CA, motores síncronos y motores servo especializados, cada uno adaptado a demandas operativas específicas. La eficiencia energética sigue siendo un factor crítico, con diseños contemporáneos de motores industriales de calidad que alcanzan clasificaciones de eficiencia superiores al 95 por ciento, reduciendo significativamente los costos operativos y minimizando el impacto ambiental. La integración de variadores de frecuencia mejora la flexibilidad operativa, permitiendo un control preciso de la velocidad que optimiza la eficiencia del proceso y prolonga la vida útil del motor mediante la reducción del estrés mecánico.